



passez du projet a la réalité
Proposez nous votre projet en croquis ou plan d’architecte,
Nous pouvons vous envoyer une version 3D a l’échelle avant de lancer la réalisation en atelier.
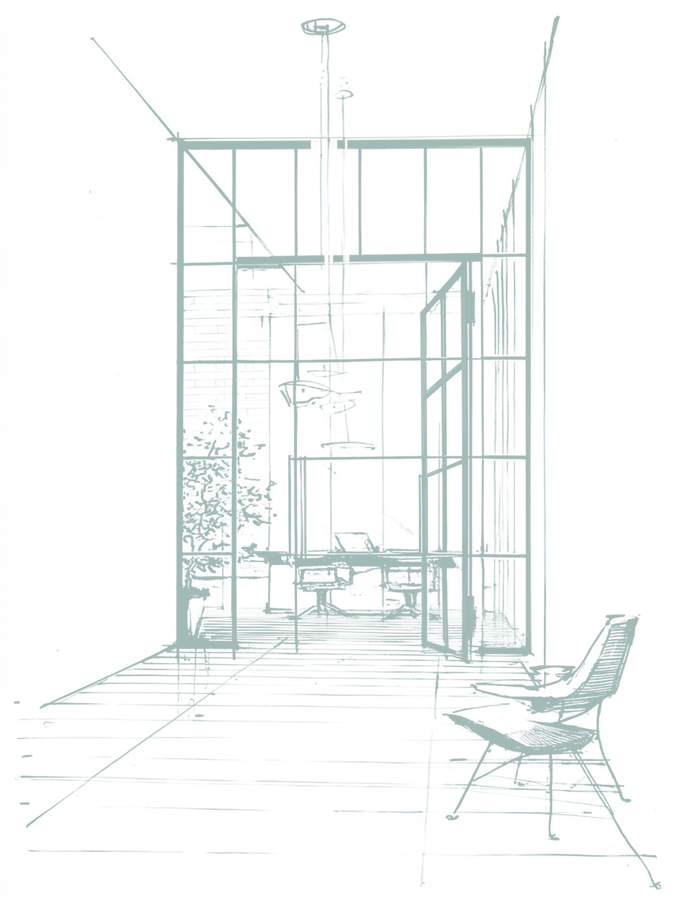



Vos envies se concrétisent. Vos projets complexes, contemporains, modernes, Art Déco, Art Nouveau ou classiques seront respectés au détail prêt, sur mesure.



Vos envies se concrétisent.
Vos projets complexes, contemporains, modernes, Art Déco, Art Nouveau ou classiques seront respectés au détail prêt, sur mesure.

17
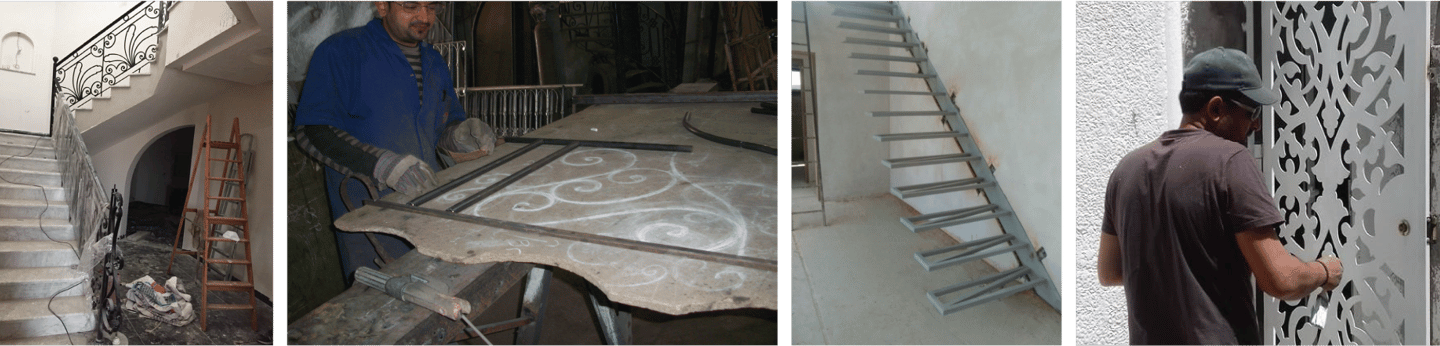
SAVOIR-FAIRE
Notre équipe de 8 professionnels, épaulée par des partenaires vitriers et menuisiers, vous offre une richesse de possibilités créatives sur mesure.
8
Depuis 17 ans à Sousse, notre atelier familial est devenu la référence en ferronnerie design haut de gamme en Tunisie, offrant des créations sur mesure qui allient tradition artisanale et innovation contemporaine.
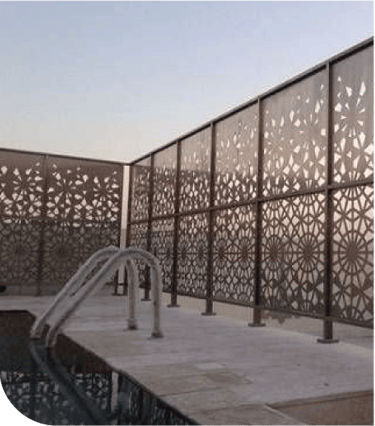
Nous maitrisons des techniques artisanales utilisées depuis des siecles dans la tradition mauresque permettant de proposer des réalisations complèxe comme des motifs Victoriens, Art Nouveaux, Arabesques, ou contemporains.
Le coup de coeur des architectes locaux séduit maintenant de l’autre coté de la méditerranée, en france pour commencer, également en Belgique, Allemagne et Suisse.
€CO
Par conviction éthique, nous garantissons à nos collaborateurs une rémunération supérieure à la moyenne nationale. Grâce à une gestion maîtrisée et des charges modérées, nous proposons des tarifs compétitifs sans compromis sur la qualité.
EU/TN
Grâce à notre collaboration avec des designers français, nous créons des pièces qui répondent parfaitement aux exigences esthétiques européennes. Leurs retours enrichissent sans cesse notre savoir-faire, nous permettant de proposer des produits toujours plus raffinés et innovants.
Depuis 17 ans à Sousse, notre atelier familial est devenu la référence en ferronnerie design haut de gamme
en Tunisie, offrant des créations sur mesure qui allient tradition artisanale et innovation contemporaine.
Nous maitrisons des techniques artisanales utilisées depuis des siecles dans la tradition mauresque permettant de proposer des réalisations complèxe comme des motifs Victoriens, Art Nouveaux, Arabesques, ou contemporains.
Le coup de coeur des architectes locaux séduit maintenant de l’autre coté de la méditerranée, en france pour commencer, également en Belgique, Allemagne et Suisse.
Notre équipe de 8 professionnels, épaulée par des partenaires vitriers et menuisiers, vous offre une richesse de
possibilités créatives sur mesure.




PRODUITS


ESCALIERS


VERRIÈRES VERANDAS
PORTES



RAMBARDES







PERGOLAS
CLÔTURES CLOISONS
PORTAILS
MOBILIER
Contact
Pour toute demande, écrivez-nous vite
Téléphone
contact@metaluko.fr
+33 663 845 491
© 2025. All rights reserved.
envoyez nous un message